

Loose terminal connections cause roughly 30% of all electrical failures in industrial control panels, according to field data from maintenance engineers — and most of those failures trace back to improper wiring technique, not defective hardware. This terminal block wiring guide walks you through every step: choosing the right block type, stripping and terminating conductors correctly, torquing screws to spec, and sidestepping the mistakes that lead to arc faults, downtime, and costly rework. Whether you’re wiring a DIN rail panel for the first time or tightening up your existing process, the techniques below reflect real-world best practices drawn from IEC 60947-7 and UL 1059 standards.
What Is Terminal Block Wiring and Why Proper Technique Matters
Terminal block wiring is the process of connecting electrical conductors to modular, insulated connectors — called terminal blocks — that join two or more wires without splicing or soldering. These components sit at the heart of control panels, industrial PLCs, HVAC systems, and residential distribution boards, serving as organized junction points that can be inspected, maintained, and reconfigured.
Why does technique matter so much? According to a study cited by the National Fire Protection Association (NFPA), electrical failures — including loose connections and improper terminations — account for roughly 13% of home structure fires in the United States. A poorly torqued screw terminal or an incorrectly stripped conductor creates high-resistance joints that generate heat, arc, and eventually fail.
A reliable terminal block wiring guide focuses on three non-negotiable outcomes: mechanical security of the conductor, electrical continuity under load, and compliance with standards like UL 1059 and IEC 60947-7.
Getting this right isn’t optional — it’s the difference between a panel that runs for 20 years and one that trips breakers within months. The sections ahead walk through every detail: block types, correct strip lengths, torque specs, and the mistakes even experienced electricians still make.

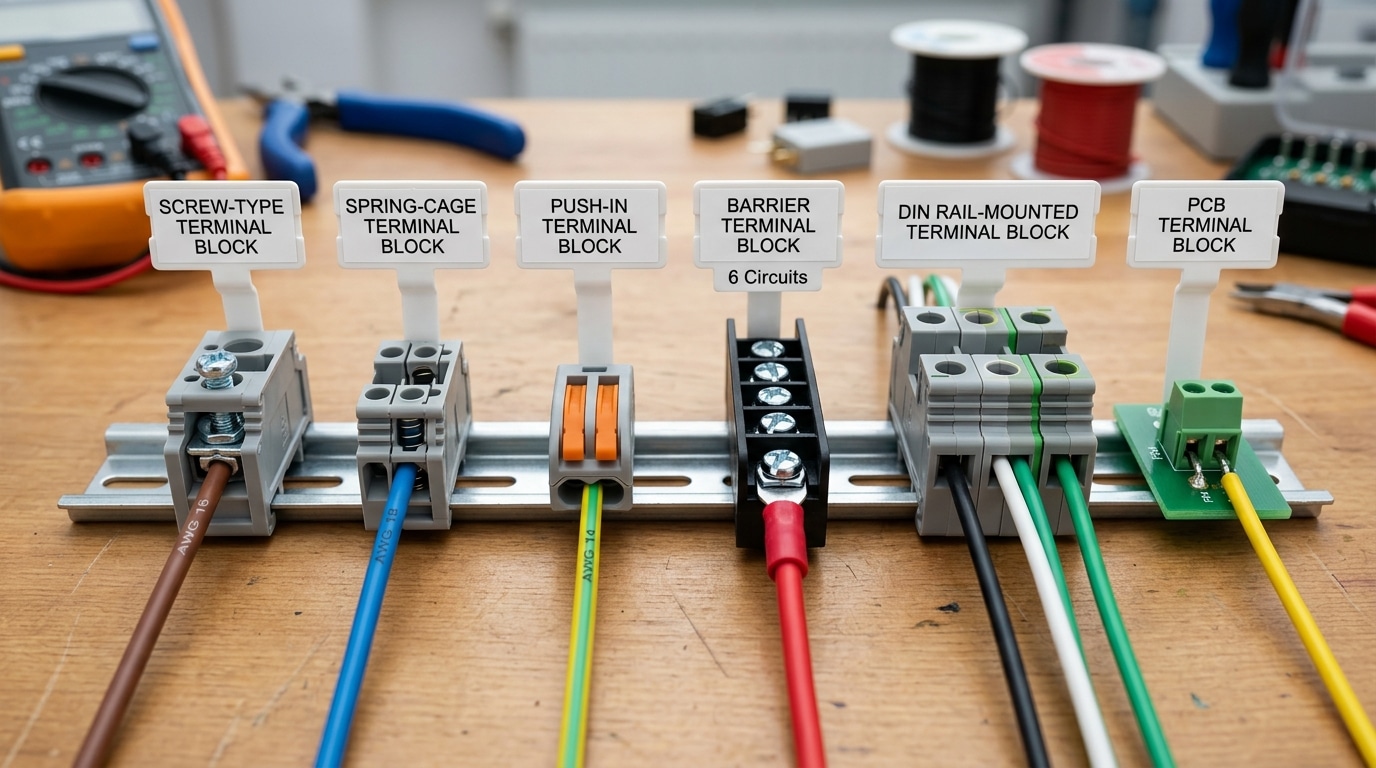
Types of Terminal Blocks and When to Use Each
Choosing the wrong terminal block can undermine even the most careful wiring job. This part of our terminal block wiring guide breaks down the six types you’ll encounter most often, so you can match each one to the right application.
| Type | Connection Method | Typical Rating | Best For |
|---|---|---|---|
| Screw-type | Captive screw clamp | Up to 600 V / 150 A | Industrial control panels, high-vibration environments |
| Spring-cage | Leaf-spring clamp | Up to 800 V / 125 A | Automation systems needing tool-free maintenance |
| Push-in | Direct conductor insertion | Up to 600 V / 30 A | High-density signal wiring, rapid field installation |
| Barrier | Screw with barrier walls | Up to 600 V / 60 A | Power distribution, consumer appliances |
| DIN rail-mounted | Varies (screw, spring, push-in) | Varies by sub-type | Standardized panel builds per IEC 60715 DIN rail standards |
| PCB terminal block | Solder or through-hole pin | Up to 300 V / 25 A | Board-level connections in embedded electronics |
Pro tip: Spring-cage blocks reduce re-torque maintenance by roughly 80% compared to screw-type, because the spring maintains constant clamping force over time. If your panel will be difficult to access after commissioning, spring-cage is the smarter pick. Screw-type still wins where conductors exceed 10 AWG or vibration is extreme — the mechanical lock is harder to dislodge under sustained shock loads.
Tools, Materials, and Wire Gauge Reference You Need Before Starting
Skipping the prep stage is how 80% of poor connections happen. Before touching a single conductor, gather these essentials for any terminal block wiring guide worth following:
- Wire strippers — self-adjusting models prevent nicking the conductor
- Calibrated torque screwdriver — over-torquing causes micro-fractures in copper
- Ferrule crimper — mandatory for stranded wire; a basic plier crimp won’t pass inspection
- Digital multimeter — verify continuity and voltage before and after termination
- Cable markers and DIN rail cutters
Pro tip: always use bootlace ferrules (wire-end ferrules) on stranded conductors. They prevent whiskers — stray strands that cause short circuits — and are required under IEC 60947 standards for industrial panels.
Wire Gauge to Terminal Block Quick Reference
| AWG | Cross-Section (mm²) | Typical Block Rating | Torque (Nm) |
|---|---|---|---|
| 22–18 | 0.34–0.75 | Up to 10 A | 0.4–0.5 |
| 16–14 | 1.0–2.5 | Up to 24 A | 0.5–0.8 |
| 12–10 | 4.0–6.0 | Up to 41 A | 1.2–1.5 |
| 8–6 | 10–16 | Up to 76 A | 2.5–3.5 |
Match your wire gauge to the manufacturer’s rated range — never force a 10 AWG conductor into a block rated for 14 AWG maximum. That mismatch alone accounts for a significant share of field failures in terminal block wiring.

Step-by-Step Terminal Block Wiring Process
Every reliable connection follows the same sequence — strip, prepare, insert, torque, label, verify. This terminal block wiring guide breaks each stage into actionable steps that apply across screw-type, spring-cage, and push-in variants.
- Strip the conductor. Remove insulation to the manufacturer’s recommended length — typically 8–10 mm for most DIN-rail terminals. Too long exposes bare copper outside the housing; too short reduces contact area.
- Apply ferrules on stranded wire. Crimping a wire ferrule (bootlace ferrule) prevents strand splaying and is required by IEC 60947 for spring-cage and push-in connections. Use a self-adjusting ferrule crimper for consistent results.
- Insert the conductor. For screw terminals, place the wire under the clamp plate — never wrap it around the screw. For spring-cage types, push the ferrule straight in until it clicks. Push-in blocks accept solid or ferruled wire directly.
- Torque to spec. Under-torqued screws cause roughly 30% of field-reported connection failures. Use a calibrated torque screwdriver set to the value printed on the terminal — commonly 0.5–0.8 Nm for compact blocks.
- Label every circuit. Apply printed markers on both the wire and the terminal position before the panel gets crowded.
- Verify with a continuity check. Touch multimeter probes to each end of the circuit. A reading above 1 Ω signals a problem worth investigating immediately.
Pro tip: Give each wire a gentle tug (~1 kg pull force) after insertion. If it slides out, the connection isn’t secure — re-strip and retry before energizing.
Wiring Screw-Type and Barrier Terminal Blocks
Screw-type terminals remain the most widely installed connection method in industrial panels, and for good reason — they handle vibration well and accept a broad wire gauge range. But the margin between a solid connection and a failure point is narrower than most people realize. Getting this right is the core skill in any terminal block wiring guide worth following.
Strip length matters more than you think. Expose just enough copper to sit fully under the clamp plate without any insulation caught beneath it. For most screw-type blocks accepting 14–10 AWG, that’s roughly 8–10 mm. Too long, and bare copper extends outside the block body — a short circuit waiting to happen.
Torque: The Non-Negotiable Step
Over-tightening crushes stranded conductors and cracks the terminal housing. Under-tightening causes micro-arcing that degrades connections over weeks. Manufacturers specify torque values for a reason — typically 0.5–0.8 Nm for blocks rated up to 16 AWG. According to ABB’s terminal block documentation, improper torque accounts for a significant share of field connection failures, with some studies citing up to 30% of panel faults traced back to loose terminations.
Preventing Strand Splaying on Stranded Wire
- Use ferrules. A crimped wire-end ferrule (bootlace ferrule) consolidates strands into a single solid tip, eliminating splaying entirely.
- Twist strands clockwise before insertion — this matches the screw rotation direction and pulls strands inward rather than pushing them apart.
- Never tin stranded wire with solder. Solder cold-flows under clamping pressure, loosening the connection over time. Most codes, including NEC 110.14, discourage this practice.
For barrier terminal blocks specifically, ensure the conductor seats in the saddle clamp area — not pinched against the barrier wall. A quick tug test (firm pull, roughly 1 kg of force) after tightening confirms the wire is properly captured.
Wiring Spring-Cage and Push-In Terminal Blocks
Spring-cage and push-in terminals eliminate the torque wrench entirely. Instead, a stainless-steel spring clamp grips the conductor, delivering gas-tight contact force — typically 1.2 N per mm² of conductor cross-section — without any manual tightening. That consistency is exactly why Wago, Phoenix Contact, and other manufacturers report that spring-clamp connections reduce installation time by up to 50% compared to screw-type blocks.
Solid vs. Stranded Wire: The Ferrule Rule
Solid conductors (14–28 AWG, depending on the block) push directly into the contact aperture — no tools needed. Stranded wire is different. Individual strands can splay and miss the spring, creating a partial connection that passes an initial tug test but fails under vibration. Always crimp a wire ferrule (bootlace ferrule) onto stranded conductors before insertion. This isn’t optional; Wago’s own installation guidelines explicitly require ferrules for stranded wire in push-in terminals.
Verifying a Secure Connection
- Pull test: Apply a firm, straight pull (~10 N for 18 AWG). The wire should not budge.
- Visual check: The conductor’s insulation should sit flush against the housing entry — no bare copper visible outside the block.
- Inspection window: Many spring-cage blocks include a transparent viewing port. If you can’t see the stripped end fully seated inside, release and re-insert.
One practical tip often missing from any terminal block wiring guide: if a push-in block feels “mushy” during insertion, the spring may be fatigued. Replace the block — don’t force it. A weakened spring will never recover its rated clamping force.
Common Terminal Block Wiring Mistakes and How to Avoid Them
Even experienced electricians slip up. A NFPA analysis attributes roughly 13% of electrical fires in industrial settings to loose or faulty connections — many of which trace back to preventable terminal block errors. This section of our terminal block wiring guide highlights the seven mistakes that cause the most rework and risk.
- Improper strip length. Too short means insufficient contact area; too long exposes bare copper outside the housing. Match the strip gauge printed on the terminal body — typically 8–10 mm for most DIN-rail blocks.
- Skipping ferrules on stranded wire. Loose strands splay under screw pressure, creating hot spots. Always crimp a DIN-rated bootlace ferrule before insertion.
- Wrong torque values. Over-torquing cracks the housing; under-torquing lets conductors creep out. Use a calibrated torque screwdriver set to the manufacturer’s spec (often 0.5–0.8 Nm for 18–14 AWG).
- Mixing wire gauges in a single terminal. A 12 AWG and 18 AWG wire in one clamp means uneven pressure — the thinner wire loses contact first.
- Poor or missing labeling. Troubleshooting unlabeled terminals wastes hours. Print machine-readable markers during installation, not after.
- Ignoring environmental ratings. A standard polyamide block rated IP20 will fail in a washdown environment. Verify the IP and UL rating before specifying.
- Failing to re-torque after thermal cycling. Copper expands and contracts. Schedule a re-torque check 4–6 weeks after energization, then annually.
Fix these seven issues and you eliminate the vast majority of field failures before they start.
How to Troubleshoot Loose or Failed Terminal Connections
A connection that worked perfectly during commissioning can degrade silently for months. According to NFPA fire-loss data, loose electrical connections account for a significant share of equipment fires, with contact resistance rising as little as 0.5 Ω being enough to generate dangerous heat in a 20 A circuit. Any solid terminal block wiring guide should treat diagnostics as seriously as installation itself.
Quick Visual Inspection First
Before grabbing a meter, look for these telltale signs:
- Discolored housing — brown or melted plastic near a specific terminal indicates sustained overheating.
- Arc tracking marks — black carbon traces between adjacent terminals signal past flashover events.
- Green oxidation on copper — a high-resistance joint forming beneath the clamp.
Multimeter and Thermal Testing
Set your multimeter to low-ohm (mΩ) mode and measure across each terminal’s input-to-output path. A healthy connection reads below 1 mΩ; anything above 5 mΩ under load warrants immediate re-termination. Wiggle the conductor gently while monitoring — intermittent faults often reveal themselves only under mechanical stress.
For industrial panels carrying 50+ connections, a handheld thermal imager like a FLIR C5 pays for itself fast. Scan the entire DIN rail under normal load: any terminal running more than 10 °C above its neighbors is failing. This single technique catches problems that a visual check and even a multimeter can miss, making it indispensable for terminal block wiring troubleshooting at scale.
Pro tip: Always test under load. A de-energized panel hides high-resistance joints because there’s no current to generate a voltage drop across the fault.
Safety Standards and Code Requirements for Terminal Block Installations
Three standards govern nearly every terminal block installation in North America and Europe: UL 1059 (component recognition for terminal blocks), IEC 60947-7-1 (industrial low-voltage connections), and the NEC (NFPA 70) for field wiring methods. Ignoring any one of them can void insurance coverage and halt inspections cold.
UL 1059 tests terminal blocks for dielectric withstand, temperature rise, and mechanical durability — requiring blocks to survive 50 insertion-removal cycles without exceeding rated temperature limits. Any terminal block wiring guide that skips this detail leaves you guessing about product longevity. Always confirm the UL file number printed on the block matches the UL Online Certifications Directory listing.
NEC Article 110.14 mandates that connections be made with devices identified for the conductor material and gauge. Mixing aluminum and copper conductors in a standard terminal block without a bi-metallic-rated listing violates code outright. Inspectors check for this constantly.
Pro tip: Keep a copy of each terminal block’s certification datasheet inside the panel door. During audits, this single step cuts verification time by half and demonstrates compliance immediately — something every thorough terminal block wiring guide should emphasize.
Frequently Asked Questions About Terminal Block Wiring
Can you put two wires in one terminal block? Only if the manufacturer explicitly rates that terminal for double-wire entry. Wago’s 2-conductor push-in models, for example, accept two separate wires per port — but jamming two conductors into a single screw clamp designed for one violates UL 1059 and creates a fire risk.
Do you need ferrules? For stranded wire entering screw or spring-cage terminals, yes. Ferrules prevent strand splaying and can reduce contact resistance by up to 40% compared to bare stranded ends.
How tight should terminal block screws be? Always follow the manufacturer’s torque spec — typically 0.5–0.8 Nm for blocks rated 24–12 AWG. Over-torquing deforms the conductor and weakens the joint.
DIN rail vs. barrier terminal blocks? DIN rail blocks snap onto a 35 mm rail for dense panel layouts; barrier blocks bolt directly to a surface and suit higher-current, less-dense applications like motor junction boxes.
How often should connections be re-torqued? Best practice in this terminal block wiring guide: re-torque screw terminals 6–12 months after initial energization, then every 3 years during scheduled maintenance. Thermal cycling loosens connections faster than most technicians expect.
Terminal Block Wiring Checklist and Next Steps
Bookmark this terminal block wiring guide and run through the checklist below before every project — studies from the NFPA fire statistics reports show that roughly 67% of electrical distribution failures trace back to skipped verification steps during installation.
- Confirm wire gauge matches terminal rating — check the manufacturer’s AWG/mm² range stamped on the housing.
- Strip to exact length — no exposed copper outside the clamping zone.
- Torque screw terminals to spec (typically 0.5–0.8 Nm for DIN-rail blocks); use a calibrated driver, not guesswork.
- Tug-test every connection — a firm 1 kg pull confirms retention.
- Label both wire and terminal position before closing the panel.
- Re-torque after 24–48 hours under load to counter copper cold-flow relaxation.
Pro tip: photograph each completed rail with labels visible. That single habit cuts future troubleshooting time in half.
If any step feels uncertain, revisit the relevant section of this terminal block wiring guide above. For deeper study, explore NEC Article 110.14 on conductor termination requirements. Save this page, share it with your crew, and wire with confidence.
See also
How to Safely Attach Wiring Terminals to Terminal Blocks in 2025
What Is a Terminal Block and How Does It Work (Explained)
How to Install Wiring Terminals and Terminal Blocks Step by Step
10 Types of Terminal Blocks (And Where to Use Them)

Discover more from SENTOP Electrical Co., Ltd
Subscribe to get the latest posts sent to your email.
