

Corrosion-related electrical failures cost U.S. industries an estimated $276 billion annually — roughly 3.1% of GDP — according to a landmark NACE International study, and terminal blocks are among the most vulnerable connection points in any control panel or distribution system. Effective terminal block corrosion prevention comes down to five actionable methods: choosing corrosion-resistant materials, applying protective compounds, specifying the right enclosure ratings, using conformal coatings, and maintaining a disciplined inspection schedule. This guide breaks each method into practical steps you can implement immediately — whether you’re wiring a coastal HVAC system or maintaining a chemical plant’s motor control center.
Why Terminal Blocks Corrode and Why It Matters
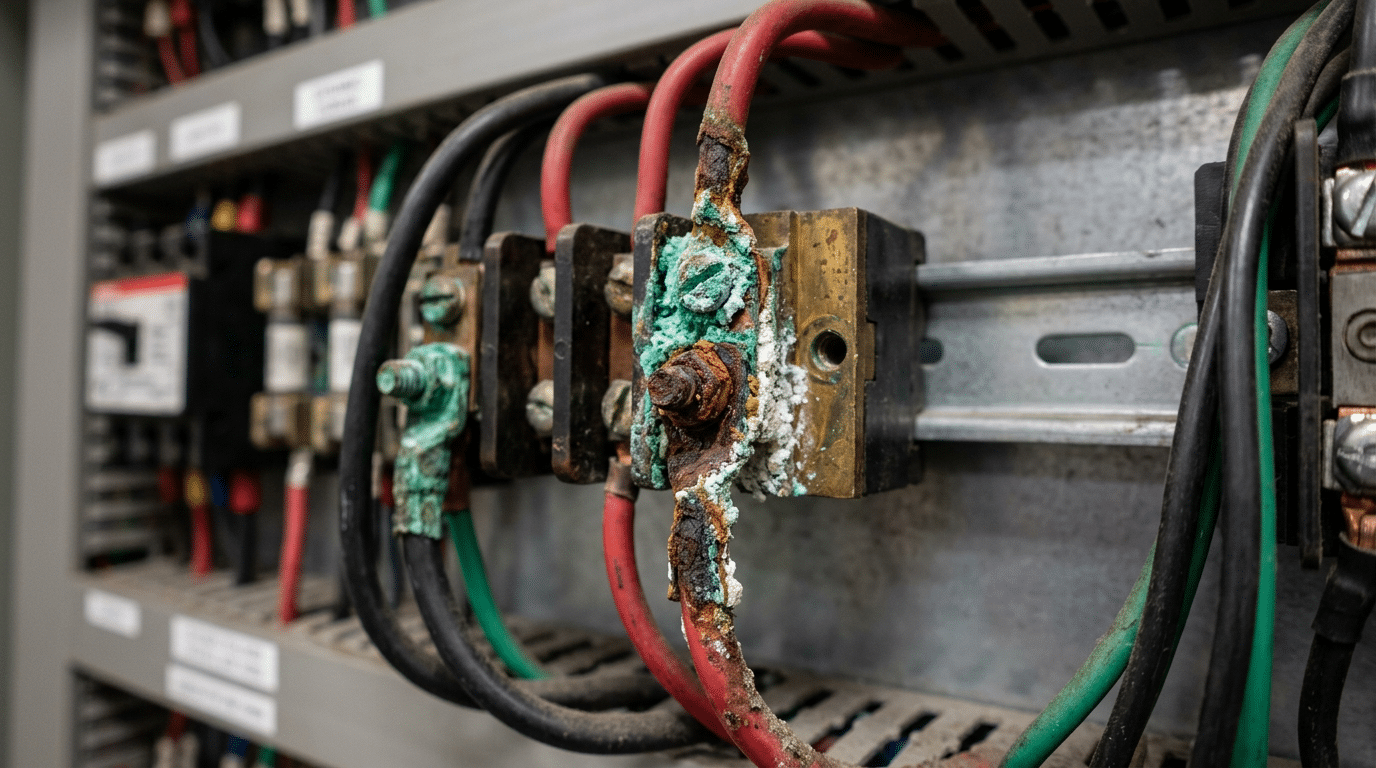
Corrosion doesn’t announce itself. It creeps across contact surfaces over months, silently increasing resistance until a connection fails — or worse, arcs. Understanding the mechanisms behind terminal block degradation is the first step toward effective terminal block corrosion prevention.
Four primary culprits drive the process:
- Galvanic corrosion — When dissimilar metals (e.g., copper conductors mated to aluminum or steel terminal bodies) sit in the presence of an electrolyte like condensation, an electrochemical cell forms. The less noble metal sacrifices material rapidly.
- Moisture ingress — Humidity above 60% RH accelerates oxide layer growth on exposed copper and tin-plated surfaces, degrading conductivity.
- Chemical exposure — Industrial environments introduce sulfur compounds, chlorides, and ammonia vapors that attack plating and base metals alike.
- Oxidation — Even in benign environments, oxygen reacts with bare copper to form cuprous oxide, a semiconductive layer that raises contact resistance over time.
Why should you care? According to a study referenced by the Wikipedia article on galvanic corrosion, corrosion-related electrical failures account for a significant share of unplanned industrial downtime, with some estimates placing annual corrosion costs across U.S. industries at roughly $276 billion — a figure originally reported by NACE International (now AMPP). Terminal blocks represent a small fraction of that total, yet a single corroded connection in a control panel can shut down an entire production line.
Effective corrosion prevention for terminal blocks isn’t optional maintenance — it’s a reliability strategy. The five methods that follow give you a layered defense, from material selection all the way through scheduled inspections.
Method 1 — Select Corrosion-Resistant Terminal Block Materials
Material choice is your first — and most impactful — line of defense for terminal block corrosion prevention. Get this wrong, and no amount of grease or coating will save you downstream.
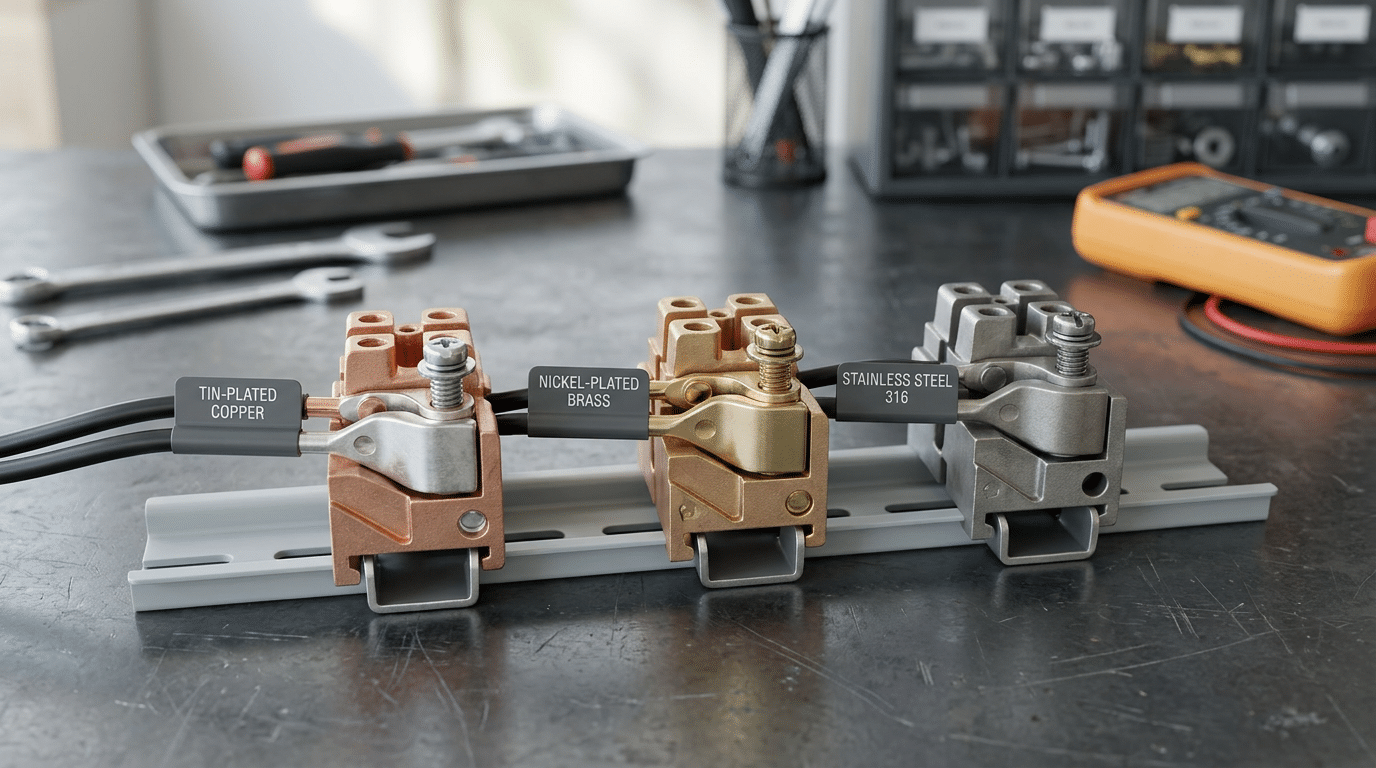
Contact Plating: Tin, Nickel, or Stainless?
Tin-plated copper is the industry workhorse: affordable, solderable, and adequate for indoor environments. But tin whiskers and oxide buildup become real problems above 85% relative humidity. Nickel-plated brass handles higher temperatures (up to roughly 300 °C) and resists sulfidation far better, making it the go-to for chemical plants and marine panels. For the harshest conditions — saltwater spray, acid fumes — stainless steel 316 contacts justify their premium, offering a corrosion rate below 0.02 mm/year in seawater according to published metallurgical data.
Watch the Galvanic Series
Pairing dissimilar metals is the fastest way to invite electrochemical corrosion. The rule of thumb: keep mated metals within 0.25 V on the galvanic series in your service electrolyte. Copper lugs on aluminum bus bars? That’s a 0.6 V gap — a corrosion cell waiting to activate. Specify tin-to-tin or nickel-to-nickel mating wherever possible.
Housing Polymer Matters Too
Standard polycarbonate housings crack under UV and absorb moisture over time. Specify polyamide PA66 (glass-fiber reinforced, V-0 rated) for outdoor or washdown environments. PA66 maintains dimensional stability up to 120 °C and resists most industrial solvents — a detail that directly supports long-term terminal block corrosion prevention by keeping moisture pathways sealed.
Pro tip: Always request the material certificate (EN 10204 3.1) from your supplier. Generic “copper alloy” specs hide a wide range of actual compositions that perform very differently in corrosive atmospheres.
Method 2 — Apply Dielectric Grease and Anti-Oxidant Compounds
A thin film of the right compound can cut contact resistance by up to 60% on aluminum-to-copper junctions, according to field data from major utilities. The trick is matching the product to the conductor metal — get this wrong and you accelerate the very corrosion you’re trying to stop.
Copper Conductors: Dielectric Grease
For copper terminal blocks, silicone-based dielectric grease (such as Permatex 22058 or Super Lube 91016) works best. Apply a rice-grain-sized bead directly to the contact surface before torquing. This creates a hydrophobic moisture barrier that blocks oxygen and contaminants without degrading conductivity at the metal-to-metal interface. Avoid over-application — excess grease migrating onto wire insulation can cause plasticizer extraction and eventual cracking.
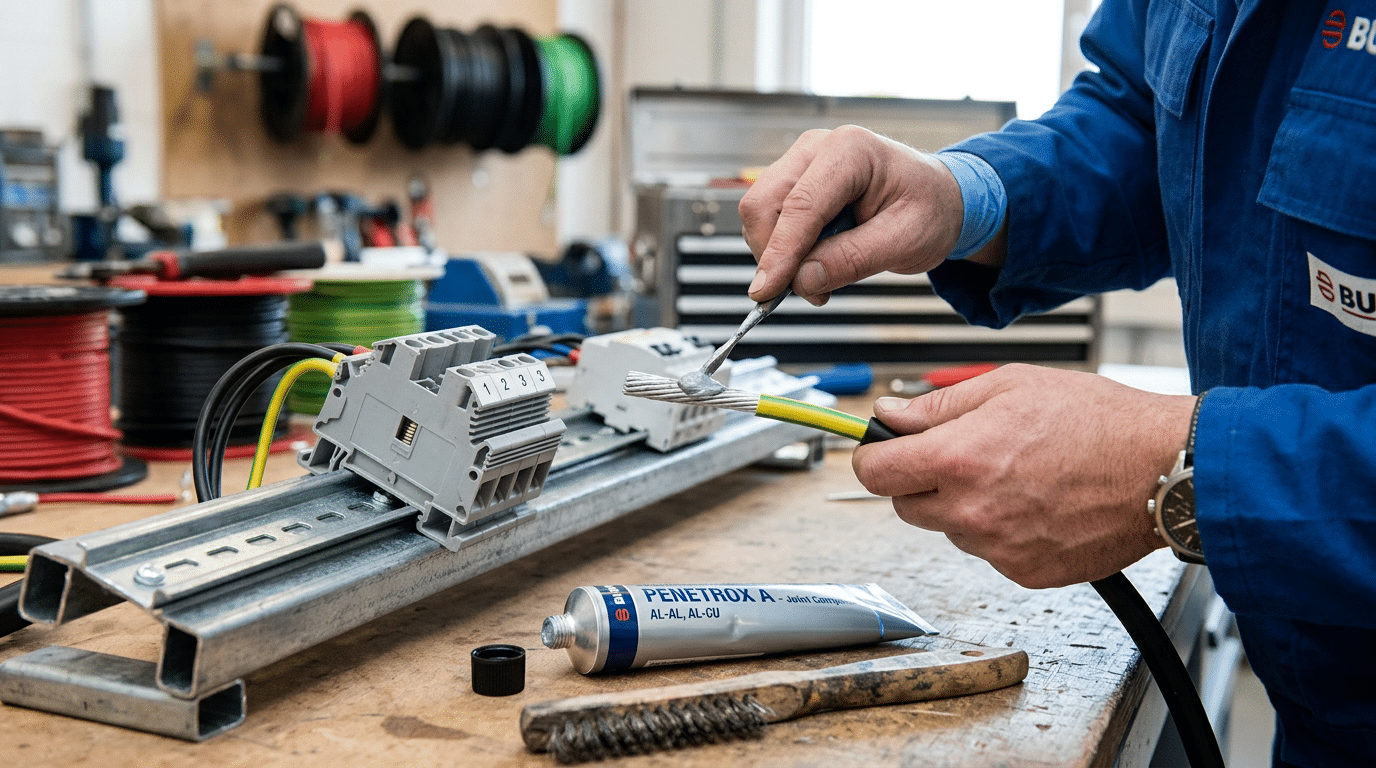
Aluminum Conductors: Anti-Oxidant Paste
Aluminum demands a more aggressive approach. Use a zinc-particle-loaded anti-oxidant joint compound (commonly called “oxide inhibitor” or “NO-ALOX” paste). The embedded metalite particles physically scrape through the aluminum oxide layer during termination, establishing fresh metal contact. Without this step, aluminum oxide — which forms within seconds of exposure to air — acts as an insulator and becomes a hotspot risk. The aluminum oxide layer has a resistivity roughly 1024 times higher than the base metal.
Application Best Practices for Terminal Block Corrosion Prevention
- Clean first. Wire-brush or abrasive-pad the contact area before applying any compound.
- Coat only mating surfaces — never the insulation body or spring mechanism.
- Re-torque after 24 hours to account for cold flow, especially on aluminum terminations.
- Never mix compounds between copper and aluminum products; cross-contamination introduces galvanic accelerants.
One overlooked detail: dielectric grease does not conduct electricity. It works by being displaced at the contact point under clamping force, leaving bare metal touching while sealing surrounding micro-gaps against moisture. If your terminal block uses spring-cage connections with lower contact pressure, opt for a conductive anti-seize compound instead.
Method 3 — Ensure Proper Environmental Protection and Enclosure Ratings
The best terminal block materials and compounds won’t save you if moisture-laden air reaches the connections unchecked. Enclosure selection is the physical barrier that makes terminal block corrosion prevention viable in harsh environments — and getting the rating wrong is one of the most common engineering oversights in outdoor and marine panels.
Matching NEMA and IP Ratings to Real Threats
For coastal or offshore installations exposed to salt spray, specify NEMA 4X (stainless steel or fiberglass) enclosures, which correspond roughly to IP66 protection. Chemical processing plants with acidic vapors demand the same minimum. A standard NEMA 1 indoor enclosure allows roughly 80% of ambient humidity to reach internal components — a recipe for accelerated galvanic and crevice corrosion on terminal contacts.
Sealed vs. Ventilated: Pick the Right Trade-Off
- Sealed enclosures (IP66/IP67): Ideal for salt spray, chemical vapors, and washdown areas. Pair with thermoelectric coolers or heaters to manage condensation — the real killer inside sealed boxes.
- Ventilated enclosures with filtered breathers: Better for high-heat environments where sealed designs cause internal dew points to spike. Use GORE® protective vents or equivalent to equalize pressure without admitting particulates.
Don’t Forget Cable Entry Points
An IP66 enclosure with loose cable glands is effectively IP20. Use rated cable glands (polyamide or nickel-plated brass) and seal every unused knockout with blanking plugs. For conduit entries, apply thread sealant on every fitting — this single step eliminates the most frequent ingress path inspectors find during commissioning audits.
Pro tip: In tropical or high-humidity industrial sites, add silica gel desiccant packs inside sealed enclosures and schedule replacement every 90 days. This low-cost habit dramatically extends terminal block corrosion prevention effectiveness.

Method 4 — Use Protective Coatings and Conformal Treatments
When enclosures and greases aren’t enough, conformal coatings add a molecular-level barrier that seals terminal block surfaces against moisture, salt spray, and chemical vapors. For terminal block corrosion prevention in harsh environments — offshore platforms, wastewater plants, coastal substations — coatings are often the deciding factor between a 5-year and a 20-year service life.
Choosing the Right Coating Chemistry
| Coating Type | Moisture Resistance | Temp Range | Serviceability | Best For |
|---|---|---|---|---|
| Acrylic (AR) | Good | −65 °C to +125 °C | Easy removal with solvent | Indoor panels needing rework |
| Silicone (SR) | Excellent | −65 °C to +200 °C | Moderate — peels with effort | High-temp or outdoor cabinets |
| Polyurethane (UR) | Excellent | −65 °C to +125 °C | Difficult — requires abrasion | Chemical exposure, permanent installs |
Acrylic coatings dominate general industrial use because technicians can dissolve them for maintenance. Polyurethane is the toughest option but essentially commits you to that connection — think twice before applying it to terminals you’ll retorque annually.
Application Tips That Actually Matter
Apply coatings at 25–75 µm thickness per IPC-A-610 conformal coating standards. Too thin leaves pinholes; too thick traps solvents underneath and causes delamination. Mask any test points or DIN-rail release tabs before spraying — a blocked latch turns a 30-second swap into a 30-minute ordeal.
Heat-shrink boot covers work well on ring and spade terminals exposed outside enclosures. Potting compounds (epoxy or silicone-based) suit junction boxes that will never be reopened. Skip potting for any terminal block corrosion prevention scenario where periodic inspection is required — you’ll destroy the connection extracting cured compound.
Method 5 — Implement Routine Inspection and Preventive Maintenance Schedules
Every method covered so far — material selection, dielectric compounds, enclosures, conformal coatings — degrades over time. Without scheduled inspections, you’re gambling that protection holds indefinitely. It won’t. A structured preventive maintenance program is the backbone of long-term terminal block corrosion prevention.
Recommended Inspection Intervals
- Every 6 months: Visual inspection for discoloration, green or white oxide deposits, and signs of moisture ingress.
- Annually: Torque verification on all connections using manufacturer-specified values. Over-torquing damages spring contacts; under-torquing accelerates fretting corrosion.
- Every 2 years (or sooner in harsh environments): Infrared thermographic scan to detect hotspots. According to NFPA 70B, thermography catches roughly 68% of electrical connection failures before they escalate.
When to Replace vs. Remediate
Surface oxide that wipes off with a contact cleaner and abrasive pad? Remediate, re-grease, and re-torque. But if pitting extends beyond 0.5 mm into the conductor contact area, or if the terminal body shows cracks from stress-corrosion cracking (SCC), replacement is the only safe option. Documenting each finding — date, location, severity grade, action taken — builds a corrosion trend map that predicts future failures before they cause unplanned downtime.
Pro tip: Photograph every terminal block during inspection. Side-by-side comparisons across cycles reveal creeping degradation that a single snapshot misses entirely.
Frequently Asked Questions About Terminal Block Corrosion Prevention
How can I tell if a terminal block is corroded?
Look for discoloration, pitting, or powdery deposits on contact surfaces. A more reliable test: measure contact resistance with a micro-ohmmeter. Any reading above 100 µΩ on a connection rated for single-digit values signals active degradation. Infrared thermography also reveals hot spots — corroded joints often run 10–30 °C above normal.
Are white or green deposits dangerous?
Yes. White powder on aluminum terminals is aluminum oxide, an insulator that drives resistance up sharply. Green deposits on copper or brass indicate verdigris — copper carbonate or chloride compounds. Both accelerate further corrosion and can cause arcing faults if left untreated.
How often should terminals be re-torqued?
NFPA 70B recommends re-torquing within the first year after installation, then on a 1–3 year cycle depending on environment. Vibration-heavy sites (generators, marine panels) need annual checks at minimum.
Can I spray anti-corrosion products on energized equipment?
Only products rated for live application — typically dielectric sprays with a minimum breakdown voltage of 35 kV. Always verify the product’s safety data sheet and your facility’s lockout/tagout policy before proceeding.
What causes corrosion inside sealed enclosures?
Thermal cycling. Even an IP66-rated enclosure “breathes” as internal air heats and cools, drawing humid air past aging gaskets. Outgassing from cable insulation and flux residue also introduces corrosive agents. That’s why terminal block corrosion prevention must include desiccants or breather valves — sealing alone isn’t enough.
Putting It All Together — Your Corrosion Prevention Action Plan
No single method eliminates corrosion risk entirely. Layering all five strategies is what separates panels that last 5 years from those that run trouble-free for 25+. According to NACE International, corrosion costs the global economy over $2.5 trillion annually — roughly 3.4% of world GDP. Your terminal blocks don’t have to contribute to that figure.
Start here, in priority order:
- Baseline inspection first. Walk every panel and enclosure. Torque-test connections, photograph discoloration, and log contact resistance readings with a micro-ohmmeter. You can’t fix what you haven’t measured.
- Upgrade materials at any connection showing signs of galvanic attack — swap to tin-plated copper or stainless-steel contacts where dissimilar metals meet.
- Apply dielectric grease or anti-oxidant compound to every re-torqued and new connection before closing the enclosure.
- Verify enclosure ratings match actual site conditions. An IP65 panel in a coastal washdown area is under-spec — move to IP66/IP67.
- Schedule conformal coating for boards and exposed conductors in chemically aggressive environments, then lock in semi-annual inspection cycles.
Pro tip: Document your baseline readings in a spreadsheet tied to each panel ID. A 20% rise in contact resistance between inspections is your early-warning trigger — act before visible corrosion appears.
Effective terminal block corrosion prevention isn’t a one-time project; it’s an ongoing discipline. Tackle the checklist above this week, and you’ll dramatically cut unplanned downtime before the next inspection cycle even begins.
See also
7 Common Design Errors in Generator Switching Systems
How Ship and Port Power Systems Achieve Salt Spray Resistance
Analysis of Reasons for Excessive Contact Resistance of Circuit Breakers
A Step-by-Step Guide to NEMA Enclosure Ratings and Common Mistakes
Comprehensive guide for wiring methods of air circuit breakers

Discover more from SENTOP Electrical Co., Ltd
Subscribe to get the latest posts sent to your email.
