
Standard plastic terminal blocks fail above 150 °C — yet industrial heating systems routinely operate between 300 °C and 1,200 °C, creating a critical gap that only engineered ceramics can bridge. A ceramic terminal block for high temperature applications is the go-to electrical connection solution across furnaces, kilns, and industrial ovens, offering continuous service ratings from 450 °C (steatite) up to 1,800 °C (high-purity alumina) while maintaining dielectric strength above 10 kV/mm. This guide breaks down the exact material specs, design configurations, temperature ratings, and sourcing criteria you need to select the right high-temperature ceramic terminal block for your application — no guesswork, just verified engineering data and practical field insight.
What Is a Ceramic Terminal Block for High Temperature Applications
A ceramic terminal block for high temperature use is an insulated electrical connector designed to join two or more wires in environments where ambient heat exceeds the safe operating range of standard plastics. The body is molded from technical-grade ceramic — typically steatite, alumina, or cordierite — and fitted with metal screw terminals or clamp contacts rated for sustained thermal exposure.
In simple terms: it does the same job as a standard terminal strip, but it won’t melt, char, or lose dielectric strength when temperatures climb past 300 °C.
Why does the material matter so much? Nylon terminal blocks (the most common type in general wiring) carry a continuous temperature rating of roughly 105 °C. Phenolic versions push that to about 150 °C. Ceramic alternatives, by contrast, can withstand continuous service temperatures from 500 °C up to 1,200 °C depending on the ceramic grade — a performance gap that no engineering polymer can close. That difference isn’t marginal; it’s the difference between a functioning circuit and a fire hazard inside a kiln or industrial furnace.
Core Functions at a Glance
- Electrical insulation — Ceramic maintains a dielectric strength above 10 kV/mm even at elevated temperatures, preventing arc-over between adjacent conductors.
- Mechanical anchoring — Provides a rigid, vibration-resistant junction point for thermocouple leads, heater element wiring, and power feeds.
- Flame and arc resistance — Classified as UL 94 V-0 or better; ceramic is inherently non-combustible, producing zero toxic smoke.
One practical tip most datasheets won’t mention: the ceramic body itself almost never fails first. Weak points are the metal terminals and the screws. Brass contacts oxidize rapidly above 400 °C, so look for nickel-plated or stainless-steel hardware when specifying a high-temperature ceramic terminal block for anything beyond moderate heat zones. Getting the ceramic right but ignoring the fastener metallurgy is the most common — and most expensive — mistake in thermal system wiring.

What Makes Ceramic Terminal Blocks Heat Resistant
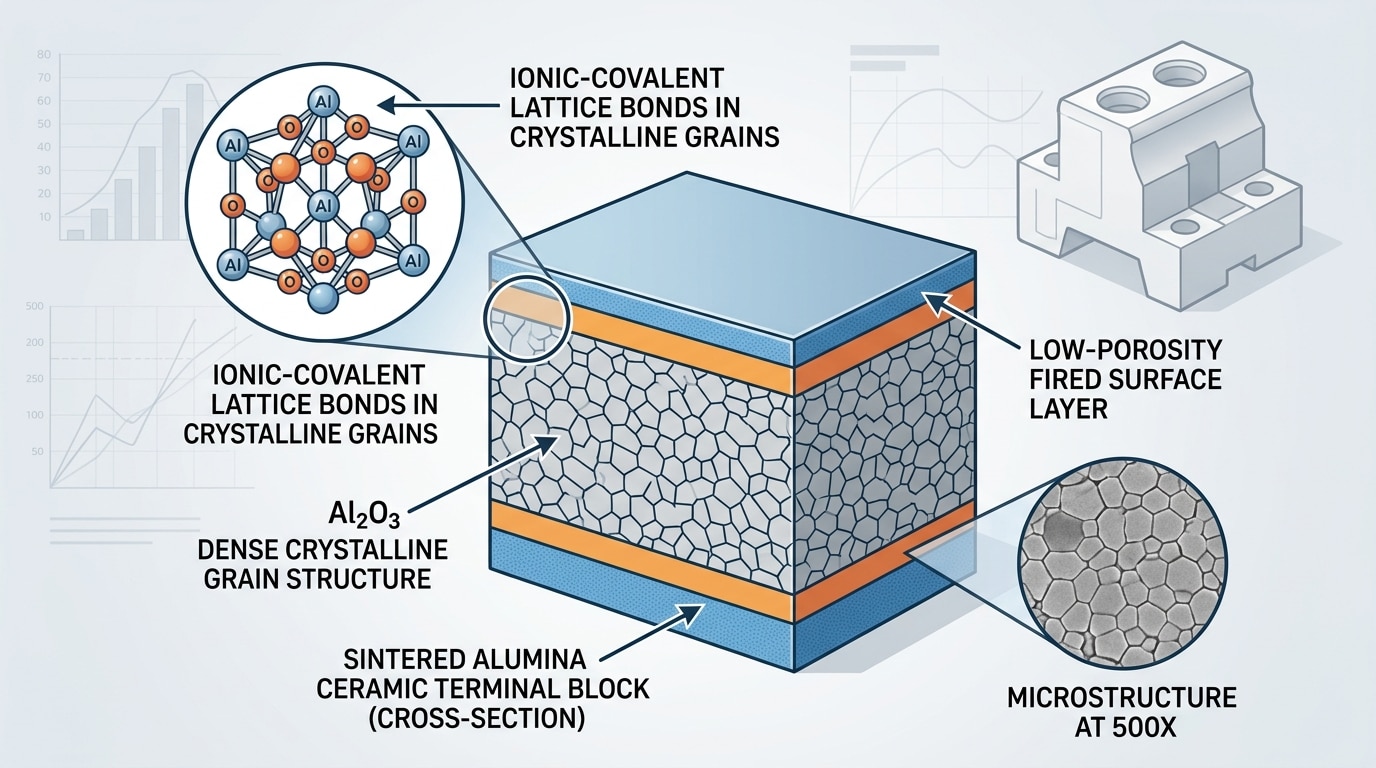
The secret isn’t just “ceramic is tough.” It’s the crystalline microstructure formed during sintering — a firing process typically above 1,200°C — that locks atoms into a rigid lattice. This lattice resists molecular vibration even at extreme operating temperatures, which is exactly why a ceramic terminal block for high temperature service holds its shape and dielectric properties long after thermoplastics have melted into useless slag.
Low Thermal Conductivity and Dielectric Strength Retention
Fired alumina ceramic (96% Al₂O₃) maintains a dielectric strength of roughly 8–10 kV/mm at room temperature and retains over 80% of that value at 500°C. Compare that to nylon or PBT terminal blocks, which lose structural integrity entirely above 200°C. The low thermal conductivity of alumina — approximately 25–30 W/m·K versus 205 W/m·K for aluminum metal — means heat doesn’t race through the block to compromise adjacent wiring or contacts.
Thermal Shock Resistance and Mechanical Integrity
Rapid temperature swings destroy most materials through differential expansion. Ceramics handle this through their low coefficient of thermal expansion (CTE). Alumina’s CTE sits around 7–8 × 10⁻⁶/°C, roughly one-third that of stainless steel. That dimensional stability prevents micro-cracking during furnace cycling or sudden shutdowns.
A practical tip most datasheets won’t tell you: thermal shock resistance depends heavily on part geometry. Thinner ceramic walls and rounded edges distribute thermal stress more evenly. If your application involves rapid quench cycles, specify a maximum wall thickness with your supplier — not just a material grade.
The absence of a glass transition temperature is the fundamental advantage. Polymers soften progressively; ceramics don’t. Their bonding remains ionic-covalent until catastrophic fracture, which for high-purity alumina occurs well above 1,500°C. This is why a ceramic terminal block for high-temperature environments maintains both mechanical clamping force and electrical insulation simultaneously — a combination no organic insulator can match. For a deeper look at the material science, the Wikipedia article on aluminium oxide covers the crystallographic and thermal properties in detail.
Steatite vs. Alumina vs. Cordierite — Choosing the Right Ceramic Material
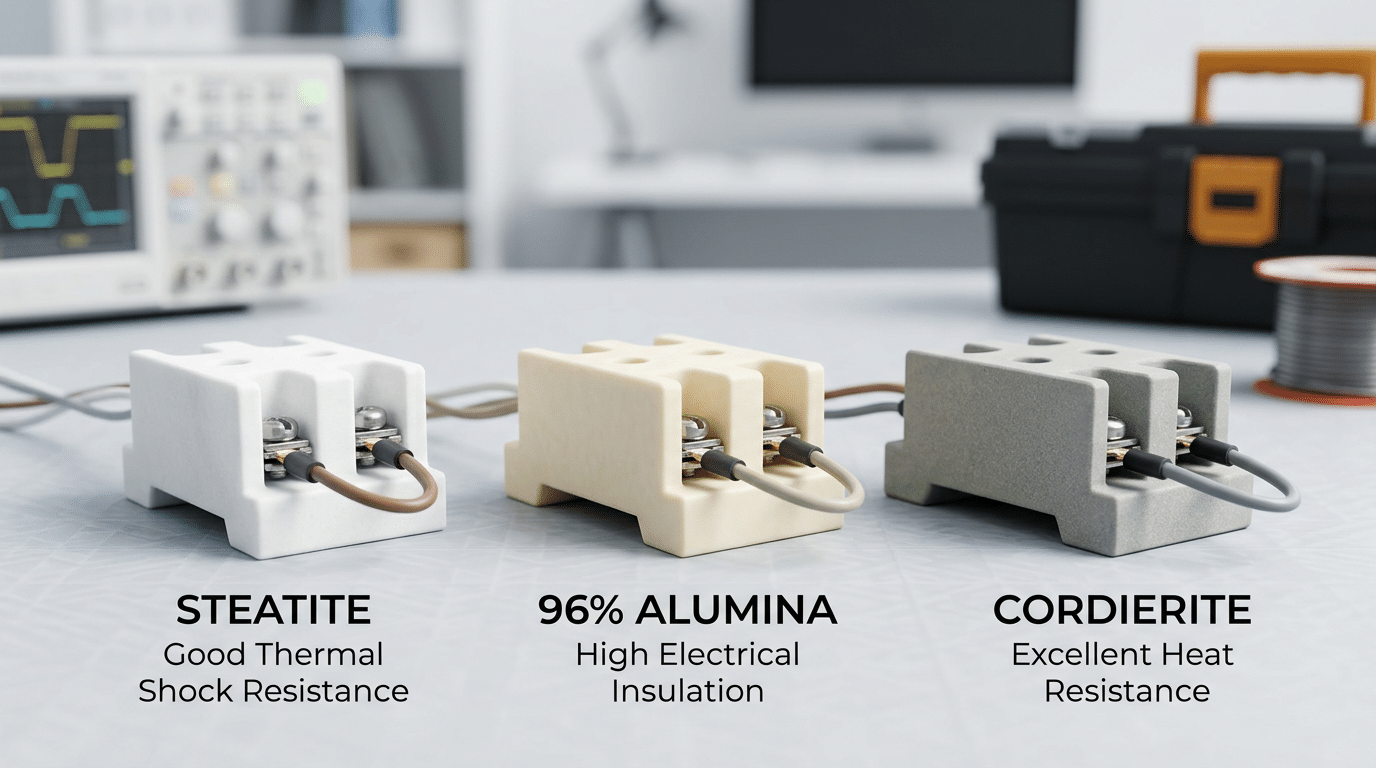
Not all ceramics perform equally under thermal stress. The material you select for a ceramic terminal block for high temperature service directly determines its dielectric stability, mechanical lifespan, and cost per unit. Three formulations dominate the market: steatite (magnesium silicate), alumina (aluminum oxide), and cordierite (magnesium iron aluminum cyclosilicate). Each fills a distinct performance niche.
| Property | Steatite (MgSiO₃) | Alumina (Al₂O₃ 96%) | Cordierite |
|---|---|---|---|
| Max Continuous Temp | 1,000 °C (1,832 °F) | 1,600 °C (2,912 °F) | 1,200 °C (2,192 °F) |
| Dielectric Strength | 9–10 kV/mm | 15–35 kV/mm | 5–8 kV/mm |
| Moisture Absorption | < 0.02% | < 0.01% | 1–3% |
| Flexural Strength | 110–140 MPa | 300–380 MPa | 70–120 MPa |
| Relative Cost | Low–Medium | High | Low |
Steatite is the workhorse. It machines easily, fires at lower kiln temperatures, and offers excellent insulation resistance for applications up to about 1,000 °C. Most general-purpose high-temperature ceramic terminal blocks use steatite because the cost-to-performance ratio is hard to beat.
Alumina — specifically 96% purity grades — is the premium choice. Its flexural strength exceeds 300 MPa, roughly 2.5× that of steatite, and its dielectric strength can reach 35 kV/mm. Choose alumina when voltages exceed 600 V or when the block sits inside a furnace chamber above 1,200 °C. The tradeoff? Expect to pay 3–5× more per piece than steatite equivalents.
Cordierite shines where thermal shock resistance matters most. Its ultra-low coefficient of thermal expansion (approximately 1.5 × 10⁻⁶/°C) means it survives rapid heating and cooling cycles that would crack steatite. However, its higher porosity makes it a poor fit for humid or chemically aggressive environments. For a deeper dive into cordierite’s crystallography, see the cordierite entry on Wikipedia.
Pro tip: If your application cycles between ambient and 800 °C+ multiple times per shift, cordierite or alumina will outlast steatite — even though steatite’s steady-state rating looks sufficient on paper. Thermal fatigue kills more blocks than peak temperature does.
Maximum Temperature Ratings and Electrical Specs for Industrial-Grade Blocks
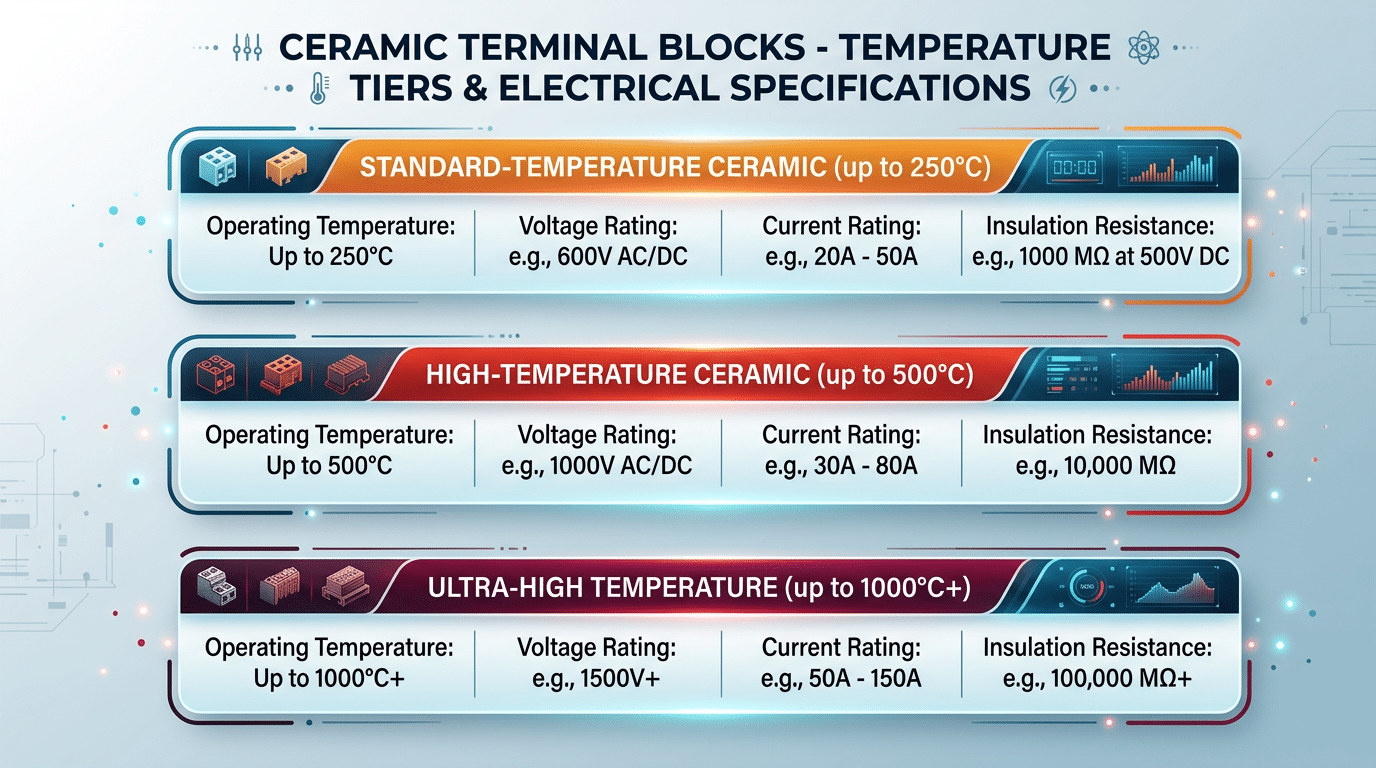
Temperature ratings on a datasheet mean nothing if you don’t understand the testing conditions behind them. A ceramic terminal block for high temperature service typically falls into one of three performance tiers, each suited to different industrial demands.
| Performance Tier | Continuous Temp Rating | Typical Voltage | Current Capacity | Insulation Resistance |
|---|---|---|---|---|
| Standard Industrial | 300°C – 500°C | 600V | 15 – 32A | ≥100 MΩ at 500V DC |
| High-Performance | 500°C – 900°C | 750V – 1000V | 10 – 25A | ≥50 MΩ at 500V DC |
| Extreme / Kiln-Grade | 900°C – 1200°C+ | Up to 1500V | 6 – 15A | ≥10 MΩ at 500V DC |
Notice the inverse relationship: as temperature ratings climb, current capacity and insulation resistance drop. That’s physics, not a defect. At 1000°C, even 96% alumina sees its volume resistivity decrease by several orders of magnitude compared to room-temperature values.
Derating Factors You Can’t Ignore
Catalog specs assume clean, dry, laboratory conditions. Real furnace environments introduce contamination, vibration, and thermal cycling that degrade performance. A practical rule: derate current capacity by 20–30% when ambient temperatures exceed 75% of the block’s maximum continuous rating. Skip this step and you risk arc tracking — a creeping carbon path across the ceramic surface that eventually causes a short.
What Certifications Actually Validate
IEC 60947 governs low-voltage switchgear and terminal blocks, including dielectric strength and temperature-rise testing. UL 1059 covers the North American market with similar rigor, while VDE certification adds European conformity. Insist on seeing the actual test report — not just a logo. Certified high-temperature ceramic terminal blocks undergo 96-hour thermal endurance tests at rated temperature, verifying that insulation resistance stays above the minimum threshold throughout.
Pro tip: If a supplier quotes a “peak” temperature instead of a “continuous” rating, ask for the duty cycle. A block rated at 1200°C peak may only tolerate that temperature for minutes, not hours.
Types of Ceramic Terminal Blocks by Design and Configuration
Design matters as much as material. A ceramic terminal block for high temperature service comes in several distinct configurations, each suited to different mounting constraints, wire counts, and current demands. Picking the wrong form factor leads to cramped wiring, poor heat dissipation, or unnecessary cost.
Single-Row and Multi-Row Blocks
Single-row blocks are the workhorses — typically available in 2-pole through 12-pole configurations, handling wire gauges from 18 AWG up to 10 AWG. Multi-row designs stack two or three tiers vertically, which saves panel space but demands careful torque sequencing on screws to avoid cracking the ceramic body. If your application exceeds 6 connections, a multi-row steatite block often cuts mounting footprint by roughly 40% compared to ganging single-row units side by side.
Feed-Through Terminals
High-temperature feed-through terminals pass conductors cleanly through an enclosure wall or bulkhead. These use stud-mounted connections — brass or nickel-plated steel studs torqued into threaded ceramic inserts — and are common in kiln control panels where wiring transitions from ambient to 600 °C+ zones. The feed-through design physically isolates the hot-side conductor from the panel material.
Strip Connectors and DIN-Rail Mountable Blocks
Ceramic strip connectors resemble standard barrier strips but substitute phenolic or nylon bodies with steatite or alumina. Screw-clamp connection is the dominant method here — fast to terminate, easy to re-torque during maintenance. DIN-rail mountable ceramic blocks are less common but increasingly specified in European industrial ovens conforming to IEC 60947-7-1. They snap onto standard 35 mm rails, though the ceramic body adds weight, so rail support brackets every 150 mm are a practical necessity most catalogs won’t mention.
Common Use Cases — Furnaces, Industrial Heaters, Kilns, and Ovens
Where you install a ceramic terminal block for high temperature service dictates which specs actually matter. A 1,200°C-rated alumina block is overkill inside a commercial bakery oven running at 300°C — but it’s the bare minimum for a silicon carbide heating element junction in a sintering furnace. Context drives every selection decision.
Industrial Furnace Wiring
Heat-treatment furnaces — carburizing, annealing, vacuum — routinely expose terminal connections to 800–1,100°C ambient temperatures. Steatite or alumina blocks with nickel-alloy hardware are standard here. A critical tip: mount blocks outside the hot zone whenever possible, using ceramic-insulated leadouts to bridge the gap. This alone can extend service life by 3–5× compared to in-zone mounting.
Electric Heating Element Connections
Kanthal and MoSi₂ elements draw significant current at startup. For a 48 kW industrial heater bank, individual element connections can exceed 30A per pole. Choose blocks rated at least 125% of steady-state current to handle cold-resistance inrush spikes safely.
Kiln Control Panels and Ceramic Firing
Pottery and ceramics kilns cycle between ambient and peak temperatures repeatedly — sometimes 500+ cycles per year. Cordierite blocks excel here because their low thermal expansion coefficient (around 1.5 × 10⁻⁶/°C) resists crack propagation from thermal shock. According to published material data on cordierite, this ceramic withstands rapid temperature swings that would fracture standard steatite.
Aerospace and Engine Compartment Wiring
Jet engine nacelles and auxiliary power unit bays see temperatures above 600°C with intense vibration. A ceramic terminal block for high temperature aerospace use must meet DO-160G environmental testing standards, including vibration profiles up to 10–2,000 Hz. Alumina blocks with spring-loaded clamp contacts — not screw terminals — are the go-to choice because they maintain contact pressure under sustained vibration.
Selection shortcut: Match the application’s thermal cycling frequency first, peak temperature second. Blocks that survive 1,000°C steady-state often fail at 600°C if they’re shocked 20 times a day.
Installation Best Practices for High-Temperature Environments
A perfectly rated ceramic terminal block for high temperature service will still fail prematurely if installed incorrectly. Most field failures trace back to three root causes: improper torque, wrong conductor material, or insufficient spacing for thermal expansion.
Torque Specifications and Screw Terminal Integrity
Over-torquing cracks ceramic bodies. Under-torquing creates loose joints that arc under load. For M4 stainless steel screws on steatite blocks, target 1.2–1.5 Nm — roughly 40% less than you’d apply to a standard phenolic block. Use a calibrated torque screwdriver, not a power driver. Re-torque after the first 10 thermal cycles, because differential expansion between metal hardware and ceramic substrates loosens connections by an estimated 8–12% during initial break-in.
Conductor Selection Matters
Standard PVC-insulated copper wire degrades above 105°C. For environments exceeding 300°C, use nickel-plated copper conductors with fiberglass or mica-tape insulation rated to your operating ceiling. Bare nickel wire (Nickel 200/201) handles continuous duty up to 600°C without significant oxidation. Avoid tinned conductors entirely — tin melts at 232°C and contaminates the contact surface, increasing resistance at the junction.
Spacing and Mounting for Heat Dissipation
Mount blocks with a minimum 15 mm air gap between adjacent units to prevent heat bridging. Stainless steel mounting hardware (A2-70 grade or better) resists thermal cycling fatigue far better than zinc-plated alternatives, which embrittle after repeated 200°C+ exposure. Orient blocks vertically when possible — convective airflow along the ceramic body reduces surface temperature by up to 15% compared to horizontal mounting in enclosed junction boxes.
Pro tip: Apply anti-seize compound (nickel-based, not copper-based) to all threaded fasteners. It prevents galling during re-torque and survives above 980°C.
How to Evaluate Suppliers and Order the Right Ceramic Terminal Block
Requesting a quote without knowing exactly what to ask for is the fastest way to end up with the wrong part — or a 12-week lead time you didn’t plan for. Before you contact any vendor, lock down three specs: your maximum continuous operating temperature, the voltage/amperage the block must handle, and the ceramic material grade (steatite, alumina, or cordierite) that matches your environment.
Key Documentation to Request
Always ask for a material test certificate that includes dielectric strength at elevated temperature, not just room-temperature values. A reputable supplier will provide documentation per ISO 10545 or equivalent ceramic testing standards. If they can’t produce a certificate of compliance (CoC) referencing specific ASTM or IEC test methods, move on.
MOQ, Lead Times, and Custom Configurations
- Standard catalog parts: Typical MOQs range from 50–500 pieces, with lead times of 2–4 weeks for stocked items.
- Custom configurations (non-standard pole counts, mounting holes, or alumina grades above 96%): Expect MOQs of 1,000+ and lead times stretching to 8–14 weeks due to tooling and kiln scheduling.
- Prototype runs: Some manufacturers offer short runs of 10–25 units at a 40–60% price premium — worth it to validate fit before committing to production quantities.
Matching Specs to Your Application
Don’t just match the peak temperature rating. Derate by at least 15–20% for continuous duty. A block rated at 1,000°C should only be specified for sustained service at 800–850°C. Confirm that the rated current accounts for terminal contact resistance at operating temperature, not ambient bench conditions.
Pro tip: Ask the supplier whether their ceramic terminal block for high temperature use has been tested under thermal cycling — not just static heat exposure. Cycling causes microfractures that static tests miss entirely.
Finally, verify country-of-origin markings and RoHS/REACH compliance if your end product ships to the EU. Missing compliance documentation has delayed shipments by weeks at customs.
Frequently Asked Questions About Ceramic Terminal Blocks
What temperature can ceramic terminal blocks withstand?
It depends entirely on the ceramic material. Steatite blocks typically handle continuous service up to 1,000°C, while high-purity alumina (96%+ Al₂O₃) pushes that ceiling to 1,700°C. The practical limit also hinges on the metal hardware — nickel-plated brass screws max out around 300°C, so blocks rated for extreme heat use stainless steel or Inconel fasteners instead.
Are ceramic terminal blocks better than porcelain?
Yes, for demanding thermal applications. Porcelain is technically a ceramic, but its lower alumina content gives it a thermal shock resistance roughly 40% below engineered steatite or cordierite. Porcelain works fine in household wiring; it fails in furnace zones. If your operating temperature exceeds 500°C, skip porcelain entirely and specify an engineering-grade alumina or steatite body.
Can ceramic blocks be used outdoors?
Ceramic itself is weather-resistant — it won’t degrade from UV or moisture. The risk is thermal cycling: repeated freeze-thaw can propagate micro-cracks in lower-density bodies. For outdoor use, choose a block with water absorption below 0.5% and protect exposed terminals with silicone boots rated for your temperature range.
What wire sizes do they accept?
Most industrial ceramic terminal blocks for high temperature service accommodate conductors from 18 AWG up to 8 AWG (0.75 mm² to 8.4 mm²). Heavy-duty bus-bar designs accept up to 2 AWG. Always verify the screw torque spec — over-tightening cracks the ceramic body faster than any thermal event will.
How do you clean or maintain them in high-heat environments?
During scheduled shutdowns, blow out carbon deposits and metallic dust with dry compressed air — never use water on a hot block. Inspect for hairline cracks under a UV lamp; glazed surfaces fluoresce differently where fractures exist. Re-torque all terminal screws to manufacturer spec, since thermal cycling loosens connections over time.
Choosing the Right Ceramic Terminal Block — Key Takeaways
Getting the selection wrong costs more than the part itself — think unplanned downtime, rewiring in a 400°C enclosure, and potential safety incidents. Use this checklist before you finalize any order for a ceramic terminal block for high temperature service.
Quick-Reference Selection Checklist
- Confirm your peak operating temperature — then add a 15–20% safety margin. A furnace cycling to 900°C needs a block rated for at least 1,050°C continuous. Alumina (96%+) handles this; steatite tops out around 1,000°C.
- Match the ceramic material to your environment. Cordierite for thermal-shock resistance, alumina for maximum dielectric strength, steatite for cost-effective mid-range applications.
- Verify electrical specs against actual load. Voltage rating, current capacity per pole, and creepage distance must exceed your circuit requirements — not just meet them.
- Choose the right configuration. Feed-through blocks for panel-mount wiring, strip-type for multi-circuit heater connections, and custom-machined bodies for OEM integration.
- Demand third-party certification. Look for UL recognition, IEC 60998 compliance, or CE marking. Roughly 30% of field failures in high-temperature electrical connections trace back to uncertified components, according to industrial maintenance audits.
- Specify hardware material. Nickel-plated brass or stainless steel fasteners — never plain zinc-plated steel, which degrades above 250°C.
Pro tip: Request a material test certificate (MTC) with every batch. It confirms the exact alumina or steatite composition and sintering parameters — your only proof the ceramic matches the datasheet.
Your Next Step
Don’t guess on specs. Contact a technical sales engineer who can cross-reference your operating conditions with the correct block. Request a detailed quote that includes material grade, temperature certification, and lead time. Most reputable suppliers also offer downloadable spec sheets and CAD models — grab those before committing to a design layout.
See also
Medium Voltage Switchgear Circuit Breakers Explained
Top 8 Terminal Block Manufacturers for Reliable Connections
MCB Circuit Breaker Procurement List
What Is a Thermal Magnetic MCB and How Does It Work
How Customized RCCBs Provide Solutions for Temperature Fluctuations

Discover more from SENTOP Electrical Co., Ltd
Subscribe to get the latest posts sent to your email.
